導(dǎo) 語
數(shù)控等離子切割機(jī)作為一種加工效率高�����、質(zhì)量穩(wěn)定的板材分離設(shè)備��,在電力機(jī)車鋼結(jié)構(gòu)生產(chǎn)中得到廣泛運(yùn)用���。在生產(chǎn)實(shí)踐中發(fā)現(xiàn)�����,中厚板窄長型工件在數(shù)控等離子切割后經(jīng)常出現(xiàn)旁彎現(xiàn)象����,嚴(yán)重影響產(chǎn)品質(zhì)量�����,本文主要描述了幾種已經(jīng)在生產(chǎn)過程中得到充分驗(yàn)證的旁彎問題預(yù)防方法���,可有效提高生產(chǎn)效率�,保證產(chǎn)品質(zhì)量����。
數(shù)控等離子切割機(jī)是一種運(yùn)行軌跡被數(shù)控系統(tǒng)控制����,利用加熱到極高溫度并被高度電離的氣體將電弧功率轉(zhuǎn)移到工件上��,高熱量使工件熔化��,同時高速氣體將熔渣吹落形成割縫的高效率加工設(shè)備��,在薄板和中厚板加工中在成本和效率方面均有一定優(yōu)勢��。
工件旁彎的產(chǎn)生原因分析和影響
在中厚板切割過程中存在大量的熱量輸入��,同時金屬板材往往由于長期自然時效處理或反復(fù)輥平成本較高���,內(nèi)應(yīng)力殘留難以避免,因此在切割過程中的應(yīng)力釋放會導(dǎo)致窄長形工件出現(xiàn)程度不同且方向難以控制的變形偏移���,由于數(shù)控等離子切割機(jī)板材一般采用平鋪方式放置在設(shè)備工作臺上�����,利用鋼板重力進(jìn)行固定�����,無額外的裝夾裝置�,因此工件可能產(chǎn)生旁彎現(xiàn)象,生產(chǎn)實(shí)踐中發(fā)現(xiàn)一般以工件中部變形居多����,見圖1。
圖1 工件旁彎示意圖
工件旁彎會意味著直線度嚴(yán)重超差����,給下一工序的坡口準(zhǔn)備或焊接組對帶來極大困難,因此必須在工件分離工序?qū)ε詮澕右钥刂啤?
預(yù)防和修正工件旁彎的幾種方法
單板雙槍切割
為避免中厚板窄長形工件在切割過程中出現(xiàn)旁彎�����,可以在長邊切割過程中�����,將數(shù)控等離子的兩支割槍設(shè)置為單板雙槍模式�,見圖2。采用該方法可以保證工件長邊切割時熱輸入大致相同�����,能夠有效避免工件旁彎的產(chǎn)生����。

圖2 數(shù)控等離子單板雙槍加工模式
設(shè)置微連接
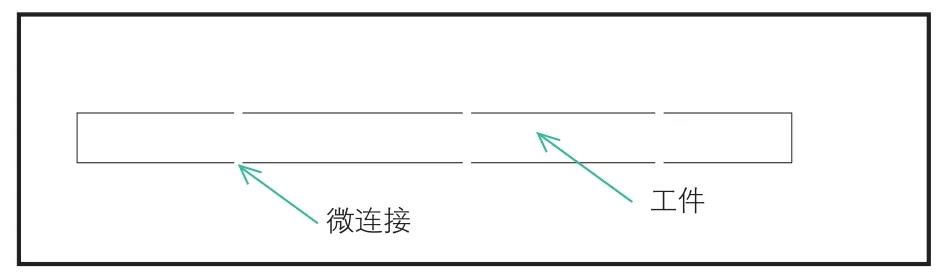
在編制數(shù)控等離子切割過程中,可以在工件長邊間隔設(shè)置微連接���,以拉筋形式支撐工件�����,當(dāng)熱輸入和板材內(nèi)應(yīng)力釋放導(dǎo)致板材變形時����,微連接拉筋將確保板材變形可控�����,有效避免旁彎的產(chǎn)生���,見圖3�����。
圖3 數(shù)控等離子切割時的微連接
火焰修形
已出現(xiàn)旁彎的中厚板窄長形工件�����,可通過火焰修形方式進(jìn)行調(diào)整�。具體操作方式為,首先使用細(xì)棉線或尼龍線在工件長度方向兩端頭部位找到測量基準(zhǔn)點(diǎn)�,隨后按照工件總長度劃分測量跨距和隔段測量板邊距細(xì)線尺寸,按照尺寸測量結(jié)果進(jìn)行火焰修形�����,調(diào)整工件旁彎��。
留量加工
針對部分對直線度和工件邊緣質(zhì)量要求較高的重要件����,可以選用留量加工工藝,參考旁彎變形經(jīng)驗(yàn)值設(shè)置留量尺寸����,后續(xù)采用刨削或銑削加工形式去除余量。該方式成本較高��,故僅限于重要工件采用���。
幾種預(yù)防或修正工件旁彎方式的比較
單板雙槍切割
優(yōu)點(diǎn):從成本控制角度考慮���,單板雙槍模式能夠節(jié)約近一半的加工時間,并且不增加額外的工序����,且控制旁彎效果較好���。
缺點(diǎn):單板雙槍模式一是對生產(chǎn)設(shè)備有要求����,未配備雙切割頭的設(shè)備無法采用該方式進(jìn)行生產(chǎn);二是對數(shù)控切割程序編制軟件有要求��,程序編制時若無相關(guān)功能���,實(shí)現(xiàn)單板雙槍切割較為困難�。
設(shè)置微連接
優(yōu)點(diǎn):使用工件長邊間隔設(shè)置微連接�����,以拉筋形式支撐工件的形式可以充分避免工件旁彎����。
缺點(diǎn):微連接方式一是會增加額外工序,在數(shù)控切割完畢后必須將微連接切除���,費(fèi)時費(fèi)力�,且必須準(zhǔn)備專門的下料區(qū)域;二是手動切除微連接的位置與數(shù)控切割邊緣相比表面質(zhì)量狀態(tài)較差�����,可能對后工序焊接組對和部件油漆造成不良影響�����。
火焰修形
優(yōu)點(diǎn):成本低����,方式靈活。
缺點(diǎn):火焰修形一是必須在修形前進(jìn)行旁彎測量�,增加額外工作量。二是由于火焰修形收縮量的不確定性��,對操作工技能要求較高�����,作業(yè)效率低����。
留量加工
優(yōu)點(diǎn):留量加工方式可以得到較好的工件邊緣質(zhì)量,尺寸可以得到充分保證。
缺點(diǎn):留量加工方式一是會增加額外的工序�,延長產(chǎn)品交付周期;二是由于工件旁彎的不可預(yù)測性����,難以制定經(jīng)濟(jì)的留量值。
結(jié)束語
本文介紹的幾種控制數(shù)控等離子切割中厚板窄長形工件時旁彎問題的預(yù)防與修正方法�����,各有不同的優(yōu)缺點(diǎn)和適用范圍����,應(yīng)結(jié)合生產(chǎn)實(shí)際情況選用����。
——摘自《鈑金與制作》 2021年第10期
 聯(lián) 系 人:前臺
聯(lián) 系 人:前臺 中國.江蘇
中國.江蘇 關(guān)注官方微信
關(guān)注官方微信